СРБ алат, глава за брушење, шипка за брушење и чауре
СРБ Пнуматски алати

| СРБ шеф | Досадна шипка | СРБ шеф | Досадна шипка | СРБ шеф | Досадна шипка |
| Φ35-37 | Φ30 | Φ38-45 | Φ43 | Φ46-56 | Φ43 |
| Φ57-60 | Φ51 | Φ61-69 | Φ56 | Φ70-89 | Φ65 |
| Φ90-120 | Φ80 | Φ121-139 | Φ100 | Φ140-169 | Φ130 |
| Φ170-230 | Φ160 | Φ231-400 | Φ220 |
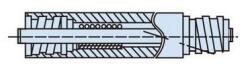
Рад: алат се помера напред за љуштење, а назад за брушење ваљком.
Са 2 групе уметака на горњем крају, може постићи високу прецизност величине и добру контролу облика.
Са 4 групе водилица, може постићи одлично вођење и уравнотежено љуштење.Такође спречите стругање на површини рупе.Уметци се увлаче пнеуматском контролом.
Одлика:
Користи се за обраду различитих цеви укључујући хладно вучене бешавне челичне цеви, заварене хладно вучене цеви, челичне цеви са врућим ваљком и ливене челичне цеви.
Лако и брзо подесите величине уметака, водилица и ваљака.По завршетку обраде, подесити кертриџ пнеуматском контролом како бисте спречили оштећење на површини отвора.
Усвајање дизајна са високом ефикасношћу, комбинујући фино љуштење и брушење ваљком, и постизање једнократне машинске обраде.Омогућава стопалу дуг животни век и има високу ефикасност 20 пута традиционалне машине за брушење и 5-10 пута обичне машине за бушење.
По завршетку обраде, површинска тврдоћа се повећава за око 30%, прецизност је до ИТ8, површинска обрада је до Ра0,05-0,2μм.
Да бисте побољшали компатибилну прецизност, повећали отпорност на хабање и продужили век употребе резервних делова.Након брушења ваљка, цилиндар за уље постаје антикорозивни и отпоран на хабање и постиже добру завршну обраду, што продужава век трајања заптивног прстена или заптивних делова.
СРБ Хидраулични алати

| СРБ шеф | Досадна шипка | СРБ шеф | Досадна шипка | СРБ шеф | Досадна шипка |
| Φ35-37 | Φ30 | Φ38-43 | Φ43 | Φ44-48 | Φ40 |
| Φ49-60 | Φ43 | Φ61-72 | Φ56 | Φ73-77 | Φ65 |
| Φ78-87 | Φ70 | Φ88-107 | Φ80 | Φ107-137 | Φ100 |
| Φ138-177 | Φ130 | Φ178-250 | Φ160 | Φ250-400 | Φ220 |
Начин рада: на горњем крају се налази груба глава за бушење, са три групе индексних уметака (механичко стезање) и три групе водилице од тврдог метала.Груба глава за бушење одсеца највећи део материјала, иза са лебдећом главом за љуштење, у коју су уграђене три групе (шест комада) финих уметака.Глава за љуштење смањује таласни траг и исправља девијацију на површини.Задњи део алата је глава за брушење ваљка, са 6-40 ваљака који раде на унутрашњем зиду бушотине, који могу да формирају глатку површину и да добију бољи профил.По завршетку обраде, уметак за љуштење се скупља под хидрауличком контролом, а ваљак се такође може увући како би се спречило оштећење површине рупе.
Карактеристике
Машинска обрада хладно вучене бешавне челичне цеви, заварене хладно вучене цеви, топлог ваљка и ливене цеви.
Лако и брзо прилагодите величине уметака, водилица и ролница.По завршетку акције, кертриџ за љуштење, водилица и ваљак се брзо увлаче, ефикасно штитећи од оштећења на површини рупе.
Усвајање дизајна са високом ефикасношћу, интегрисање пет поступака у једнократни процес за уклањање великог уклањања залиха, што значајно побољшава продуктивност јер је 20 пута уобичајена машина за брушење и 5-10 пута обична машина за дубоко бушење рупа, у међувремену продужава век употребе алата.
Након обраде, површинска тврдоћа се повећава за око 30%, тачност је до ИТ8 изнад.Храпавост је до Ра0,05-0,2μм.
Након обраде, површинска тврдоћа се повећава за око 30%, прецизност је до ИТ8 изнад.Храпавост је до Ра0,05-0,2μм.
Да би се побољшала компатибилна прецизност, повећава отпорност на хабање и продужава век употребе резервних делова.Након брушења ваљка, уљни цилиндар постаје антикорозивни и отпоран на хабање, постижући одличну завршну обраду површине и продужавајући животни век заптивног прстена или заптивних делова.
МС тип брушења дубоких рупа
Ова глава за брушење се користи за завршну обраду радног комада дубоких рупа.
| Хонинг глава | Хонинг штап | Хонинг глава | Хонинг штап |
| Φ38-49.9 | Φ35 | Φ200-349.9 | Φ100 |
| Φ50-79.9 | Φ45 | Φ350-499.5 | Φ130 |
| Φ80-119.9 | Φ70 | Φ500-1000 | Φ230 |
| Φ120-200 | Φ85 |

Хонинг штап
Шипка за хонирање се састоји од спољне шипке и стуба за језгро који може подесити дужину шипке за хонирање у распону од 1м, 1,2м, 1,5м и 2м како би се прилагодили различитим машинама и различитим потребама.Подударање главе за брушење и шипке за брушење, пронађите горњу табелу.
Шипка за бушење/бушење
Ова шипка за бушење / бушење може се спојити са главом за бушење / бушење / ваљање / трепанирање, дужина шипке може бити 0,5 м, 1,2 м, 1,5 м, 2 м итд. за прилагођавање различите машине.

Грмље и прибор
Прибор за конусне чауре

Можемо направити професионалне алате за сечење дубоких рупа према посебним захтевима купца, на пример, алат за подизање, алат за обликовање итд.